Produits concernés par cet article
-
![]()
HX7.4.150.H6Balance multifonctionnelle à plateforme inoxydable
RADWAG®
Recevoir un devis -
![]()
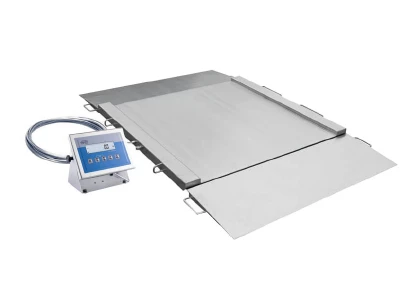
H315.4N.150.H1Balance à rampe inoxydable
RADWAG®
Recevoir un devis -
![]()
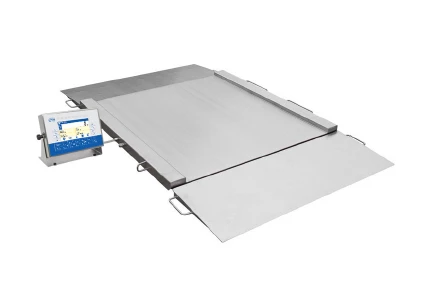
HX7.4N.150.H1Balance multifonctionnelle à rampe inoxydable
RADWAG®
Recevoir un devis -
![]()
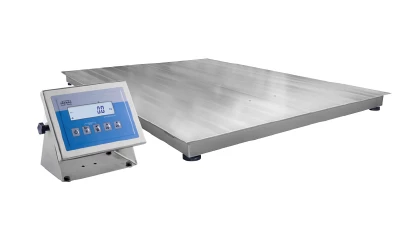
H315.4.150.H6Balance à plateforme inoxydable
RADWAG®
Recevoir un devis -
![]()
HY10.10.HRPBalance à haute résolution
RADWAG®
Recevoir un devis